Thành Công Trong Xử Lý Nước Rỉ Rác
| NƯỚC RỈ RÁC | |
|
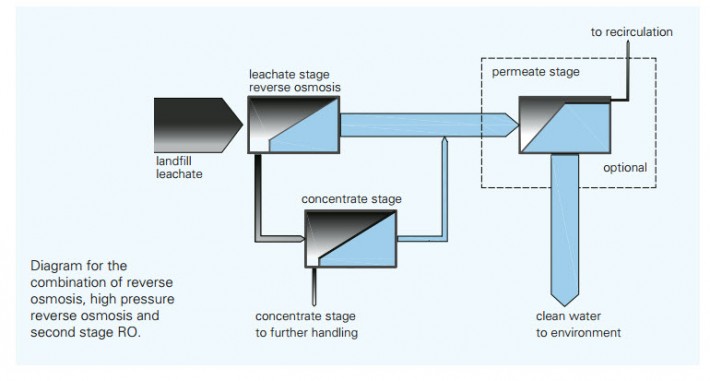
Cách xử lý nước thải rỉ rác tiết kiệm nhất và thân thiện với môi trường là giảm lượng nước rỉ rác xuống 70-80% qua thẩm thấu ngược và sau đó trả phần cô đặc về lại bãi rác bằng cách bơm và lại bể chứa. Nếu không phải lúc nào quy trình này cũng được chính quyền địa phương cho phép sau đó quá trình xử lý phải đạt được tỉ lệ phục hồi rất cao bằng cách sử dụng kết hợp thẩm thấu ngược và lọc nano theo công nghệ ROCHEM. |
 |
|
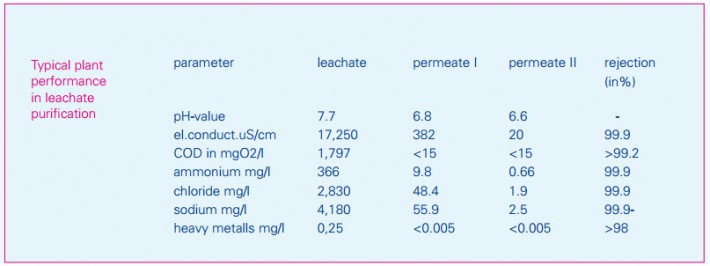
Thẩm thấu ngược để lọc nước thải rỉ rác do khả năng của màng thẩm thấu ngược hiện đại và loại bỏ cao giúp giữ lại chất ô nhiễm hữu cơ và vô cơ tan trong nước, tỉ lệ loại bỏ lên đến 98-99%, thẩm thấu ngược cũng rất hữu ích để làm sạch chất thải lỏng như nước rỉ rác và giúp giải quyết các vấn đề ô nhiễm nước ngày càng tăng. Về phần nước đầu vào màng, các chất ô nhiễm hữu cơ và vô cơ hòa tan cô đặc lại ở dòng đầu ra không qua màng, nơi nước tinh khiết được “ép” qua màng. Vì vậy, với màng thẩm thấu ngược, dòng nước đã xử lý - nước thấm đầu ra – được tạo ra, chứa rất ít hàm lượng rất thấp hàm lượng các chất ô nhiễm vô cơ và hữu cơ. Bước thấm đầu ra đạt tiêu chuẩn nước sinh hoạt. Xả nước này ra sông hoặc tầng nước ngầm góp phần duy trì sự cân bằng tự nhiên, vì nước rỉ rác ban đầu có nguồn gốc từ nước mưa sạch. Kể từ khi màng thẩm thấu ngược hoạt động như một rào chắn rõ ràng, bản thân quá trình lọc luôn được kiểm soát liên tục và với độ ổn định cao bằng các đo lường đơn giản và chính xác về độ dẫn điện của nước đầu ra. Hơn thế, quá trình thẩm thấu ngược trên màng có độ hoạt động ổn định cao, khi nhà máy chuyển đổi qua khởi động hoặc tắt máy- hoạt động và thực hiện trong vài phút. Cũng có thể để chế độ chờ (stand-by) cho hệ thống trong khoảng thời gian ngắn hay thậm chí trong khoảng thời gian dài cũng dễ dàng xử lý vì quá trình lọc chỉ kích hoạt bởi áp lực từ bơm. |
Do tỉ lệ loại bỏ đối với mỗi loại chất ô nhiễm hòa tan trong nguồn nước đầu vào cao, tính linh hoạt cao, chống lại thay đổi nồng độ thường gặp ở nước rỉ rác. Vì thế, nước đầu ra luôn đạt chất lượng cao, dựa trên hiệu suất lọc tái sản xuất cao. Tính linh hoạt cũng áp dụng cho việc lượng nước xử lý thay đổi. Thiết kế mô-đun của nhà máy thẩm thấu ngược cho phép tăng hoặc giảm nhanh năng suất lọc bằng việc gắn thêm hoặc lấy ra một số mô-đun. Tuy nhiên, ngoài yêu cầu về màng có độ bền cao, việc xử lý nước rỉ rác bằng thẩm thấu ngược còn tùy thuộc vào việc sử dụng hệ thống mô-đun kênh mở có thể được làm sạch với hiệu quả cao nhất liên quan đến tắt nghẽn, đóng cặn và đặc biệt là đóng cặn vi sinh. Vì vậy, mô-đun hình ống là phương tiện đầu tiên sử dụng trong hệ thống thẩm thấu ngược ban đầu cho lọc nước rỉ rác bắt đầu từ 1984. Một thay thế đã được giới thiệu đến thị trường vào năm 1988. Các mô-đun PF đã được lắp đặt và đạt được thành công lớn. Thành công của mô-đun PF đã được chứng minh qua hơn 70 nhà máy đang hoạt động liên tục – trong nhiều năm dưới điều kiện làm việc khó khăn – ở các bãi chôn lấp trên toàn thế giới.
|

| GIẢM LƯỢNG XẢ THẢI | |||
|
Sự cải thiện ổn định công nghệ màng tạo ra hệ thống thẩm thấu ngược áp lực cao dựa trên mô-đun PT với áp suất hoạt động trong phạm vi 120 bar và một quá trình thích nghi để giảm một phần muối nhất định qua kiểm soát chất lắng. Các mô-đun áp lực cao được kết nối với hệ thống các bể chứa tinh thể ví dụ như chất lắng đá vôi (CaSO4) và được xả thải liên tục từ đáy bể dưới dạng bùn. Trong một số trường hợp, tùy thuộc vào nước rỉ rác, có thể tạo bọt để thúc đẩy quá trình kết tinh. Những phát triển này giúp vượt qua các giới hạn về tỉ lệ thu hồi nước rỉ rác và yếu tố cô đặc chất hữu cơ và vô cơ tan trong nước rỉ rác được tăng gấp đôi. Điều này có nghĩa là nước thu hồi đầu ra tăng từ khoảng 80% khi nồng độ chất thải giữ lại trên màng bằng 5 và đến 90% khi nồng độ bằng 10. Vì thế, giới hạn cho độ dẫn điện trong dòng cô đặc của hệ thống thẩm thấu ngược tăng từ 50000 - 60000 µS/cm (giới hạn của các hệ thống thẩm thấu ngược thông thường) đến khoảng 100000 - 120000 µS/cm. Do sự giảm khối lượng cao liên quan đến tăng tỉ lệ thu hồi nước tinh khiết, công nghệ này không cần các bước bốc hơi tiếp theo. Sau khi qua xử lý thẩm thấu áp suất cao, chất thải cô đặc có thể được cho trực tiếp vào máy sấy hoặc thiết bị đông đặc hoặc được đốt cháy. Khoảng 30 nhà máy đã sử dụng hệ thống thẩm thấu ngược áp lực cao này. Hoạt động áp lực cao mở ra những khả năng mới cho giải pháp về các vấn đề tách trong công nghệ hóa học. Kết hợp với kỹ thuật tạo bọt, tỉ lệ thu hồi nước đầu ra có thể được cải thiện cao hơn. Ví dụ, ở một nguồn nước rỉ rác đặc biệt có nồng độ canxi sunfat cao, các vấn đề liên quan được khắc phục bằng cách kiểm soát độ kết tinh. Các tinh thể được tách ra từ cô đặc đầu ra, do đó giảm khả năng đóng cặn và hổ trợ cho nồng độ cao hơn của dòng nước không qua màng và lắng đọng mà không có vấn để nào cho bãi rác. Với quy trình này, tỉ lệ thu hồi có thể lên đến 95% , khi nồng độ là 20, trong một số trường hợp cụ thể. Mỗi trường hợp đã được nghiên cứu kỹ để tìm ra các hạn chế để thiết kế giải pháp phù hợp. |
|||
 |
 |
 |
 |
| NATURA, ITALY 50 M3/ NGÀY |
||
 |
||
|
Tủ điều khiển được thiết kế để cung cấp các dữ liệu cho hoạt động và giám sát trên mặt trước. Nhà máy hoạt động tự động và được điều khiển bằng hệ thống vi xử lý (SPS). Điều kiện hoạt động của nhà máy được hiển thị thật thuận tiện trên lưu đồ và biểu đồ thiết bị đo đạc cùng với tín hiệu và đồng hồ báo. Hoạt động của nhà máy hoàn toàn tự động và hoạt động 24h mỗi ngày mà không cần giám sát. Lỗi hoạt động sẽ ngừng hệ thống và nguyên nhân cụ thể gây ra lỗi sẽ hiển thị trên tủ điều khiển. |
Nếu hàm lượng muối còn lại vẫn cao, nhà máy sẽ tự động ngưng hoạt động. Hệ thống điều khiển được thiết kế cho hoạt động hoàn toàn tự động với áp suất và điểu khiển lưu lượng tự động, khởi động và tắt hệ thống từ xa và giám sát từ xa. Nhằm mục đích phục vụ nhà máy, một chương trình phụ cho phép kiểm soát các điều khiển riêng lẽ của tất cả van va máy bơm. |
|
 |
 |
|
 |
 |
| IHLENBERG, GERMANY 1100 M3/ NGÀY |
|
 |
 |
 |
 |
|
Hoạt động thành công của thẩm thấu ngược cho nhiều nhà máy xử lý nước rỉ rác từ các bãi chôn lấp rác ở Ihlenberg (VEB Deponie Schonberg cũ) gần thành phố Lubeck, Đức, đã thể hiện các khả năng của công nghệ màng hiện đại. Đây là nhà máy xử lý và lọc nước rỉ rác nhiều công đoạn hiện đại nhất và lớn nhất được thực hiện tính đến thời điểm này. |
|
 |
|
| XỬ LÝ DÒNG CÔ ĐẶC RỈ RÁC |
|
Lọc nước rỉ rác với công nghệ màng giúp tránh ô nhiễm các nguồn tài nguyên như nước ngầm và nước mặt. Bên cạnh mặt sinh thái, giúp giảm các gánh nặng cho môi trường, lợi ích kinh tế cũng được xem xét. Về vấn đề này, lọc qua màng đã được chứng minh là một giải pháp hợp lý và kinh tế trong hầu hết các trường hợp. Điều này đúng cho cả khi so sánh tổng chi phí cho việc lọc với các phương pháp xử lý rỉ rác khác. |