Success in Leachate Treatment
| LANDFILL LEACHATE COLLECTION | |
|
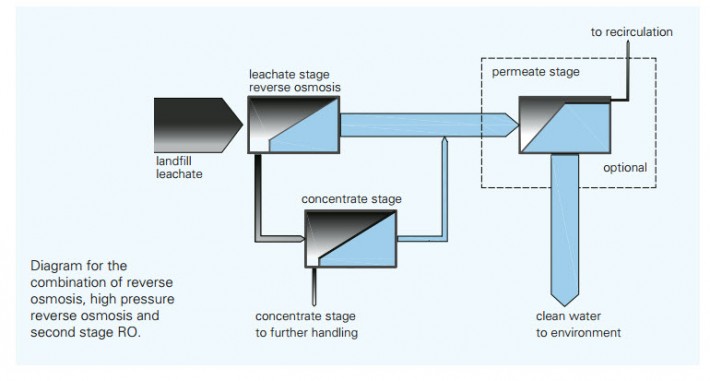
The most economical and environmentally friendly way to treat landfill leachate is to reduce its volume by 75 to 80% using reverse osmosis and then return the concentrate to the landfill by controlled reinjection. If this procedure is not always allowed by local authorities then the treatment process must achieve very high rates of recovery by using a combination of reverse osmosis and nano-filtration by ROCHEM technology. |
 |
|
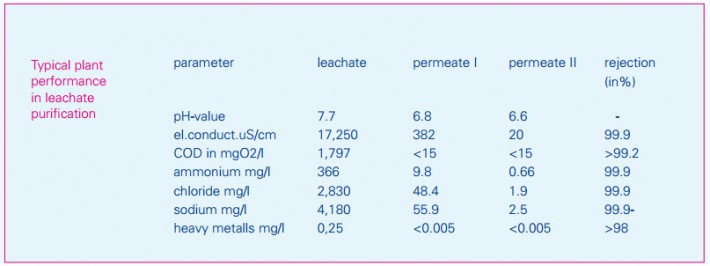
Reverse Osmosis for the purification of landfill leachate Due to the ability of modern high-rejection reverse osmosis membranes to retain both organic and inorganic contaminants dissolved in water at rejection rates of 98-99%, reverse osmosis is also useful for purifying liquid waste such as landfill leachate and for helping to solve the growing problem of water pollution. On the feed-water side of the membrane, the dissolved organic and inorganic contaminants are concentrated in the retentate, where as the pure water is “pressed” through the membrane. Consequently, with the reverse osmosis membrane a treated water stream - the permeate - is generated, which contains only very low levels of inorganic and organic contaminants. The permeate meets potable water standards. Discharge of this water to the next river or aquifer contributes to maintenance of the natural equilibrium, as this leachate was originally mainly clean rain water. Since the reverse osmosis membrane is operating like a well defined barrier, the purification process itself can be controlled continuously and with a high degree of security by the simple and precise measurement of the electric conductivity of the permeate. Furthermore, the membrane process of reverse osmosis offers a high operating stability, as the startup and shut-down of the respective plants is switch- operated and carried out in a few minutes. Also the stand-by of such systems for short or even long periods of time are easy to handle, as the purification process is activated only by a pressure produced by pumps. |
Because of the high rejection rate for each kind of contaminant dissolved in the feed water, a high flexibility against changes of the concentrations of the compounds in landfill leachate is given. Therefore, the permeate produced always meets the expected high quality, as this is based on a reproducible high purification efficiency. The same flexibility can be stated for changes in the volume to be treated. The modular design of reverse osmosis plants allows for a quick increase or decrease of the purification capacity by adding or taking away modules. However, in addition to requiring highly resistant membranes, the treatment of landfill leachate with reverse osmosis depends on the use of open channel module systems that can be cleaned with high efficiency with regard to scaling, fouling and especially bio-fouling. Therefore, tubular modules were the first medium used in the early reverse osmosis systems for the purification of landfill leachate starting in 1984. An alternative was introduced to this market in 1988. The PF module has been installed since then with great success. This is proven by more than 70 plants that are in continuous operation – for many years and under rough working conditions – on landfill sites all over the world.  |
| VOLUME REDUCTION FOR THE CONCENTRATE | |||
|
Steady improvement of membrane technology has resulted in a high pressure reverse osmosis system based on the PT-module with operating pressures in the range of 120 bar and an adapted process to reduce certain salt fractions by controlled precipitation. High pressure modules are connected to a system of tanks where crystals of, for example, CaS04 precipitate and are discharged continuously from the bottom of the tanks as sludge. In some instances, depending on the leachate, seeding nuclei may be added to promote crystallization. With these developments, the limits for the recovery rate in landfill leachate permeate have been overcome and the concentration factor for the organic and inorganic matter dissolved in the landfill leachate was doubled. This means an increase of the permeate recovery from about 80% related to a concentration factor of 5 to 90% recovery with a concentration factor of 10 for the contaminants retained by the membrane. Thus, the limit for the electric conductivity in the concentrate of a reverse osmosis plant was increased from 50000 - 60000 µS/cm (which is the limit of usual reverse osmosis systems) to the range of 100000 to 120000 µS/cm. Due to the high volume reduction related to this increase of pure water recovery, this technology eliminates the need for subsequent evaporation steps. After being processed with high pressure osmosis, the concentrate can then be fed directly into a dryer or a solidification device, or be burned. Such high pressure reverse osmosis systems are in use at about 30 plants. The high pressure operation opens new possibilities for the solution of separation problems in chemical engineering. In combination with seeding techniques, it can be used for further improvement of the permeate recovery. For example, the problems associated with the solubility of high concentration of calcium sulfate in one particular leachate are overcome by a controlled crystallization. The crystals are separated from the concentrate, thus lowering the scaling potential and supporting a further concentration of the retentate and deposited without problems on the landfill. With this procedure a permeate recovery of up to 95%, equivalent to a concentration factor of 20, can be made possible under certain circumstances. Each case has to be studied very well to find the limiting factors and to be able to design the right solution. |
|||
 |
 |
 |
 |
| NATURA, ITALY 50 M3/ DAY | ||
 |
||
|
The control cabinet is designed to provide the operating and monitoring data on the front. The plant operation is automated and is controlled by a storable program microprocessor system (SPS). The operating condition of the plant is conveniently displayed on a flow chart and instrumentation diagram equipped with signals and alarms. The plant is completely automatic and operates 24 hours per day without supervision. Operational faults stop the plant and the specific cause of the fault is displayed on the control cabinet. |
If the residual salt content is continually high, the plant will shutdown automatically. The control system is designed for fully automatic operation with automatic pressure and flow control, remote start-up and shutdown and remote plant monitoring. A sub-program which permits individual control of all valves and pumps can be provided for plant servicing purposes. |
|
 |
 |
|
 |
 |
| IHLENBERG, GERMANY 1100 M3/ DAY | |
 |
 |
 |
 |
| The successful operation of reverse osmosis in the plant of the municipal waste landfill of Ihlenberg (former VEB Deponie Schonberg) near the city of Lubeck in Germany, demonstrates the possibilities of modern membrane technology.
This is the most modern and largest multi-stage plant that has been realized up to this time for landfill leachate purification. |
|
 |
|
| HANDLING OF LEACHATE CONCENTRATE |
|
The purification of landfill leachate with membrane technology helps to avoid further contamination of resources such as groundwater and surface water. Besides the ecological aspect of minimalizing the burden on the environment, the economical feasibility also has to be taken into consideration. In this regard, membrane filtration has proven to be a justifiable and economical solution in most cases. This is true even when the overall costs for the purification are compared with other approaches for the treatment of landfill leachate. |